Evolved further as a perfect TAKAMAZ turning machine
Large capacity for number of tools
Superimposed machining and simultaneous machining are possible with 2 spindles installed! A big favorite of compound processing
Main turret (12 stations) has a middle indexing capability, making it possible to mount tools on the 24-positions. Moreover, with the sub turret, the maximum number of tools becomes 36. This is an extensive number of tooling capable of cutting different types of different amount of workpieces at shorter idle time.
Innovative short cycle time
With the sub spindle for overlap cutting and main and sub spindle simultaneous cutting, the cycle time is significantly reduced.
Achieving ΣLoader installation
By designing the Y-Axis at 30 degree, the TAKAMAZ compact type loader can be mounted. This is a new automation system innovation.
Item
Ability
Unit
Main spindle
Sub spindle
Chuck size
Collet, 6
Collet, 5
inch
Spindle
Spindle bearing I.D.
φ85 (100 Opt.)
φ65
mm
Spindle speed
Max5,000 (4,000 Opt.)
Max5,000
min-1
Tool post
Type
12-station turret, 24ST
Max.stroke
X1:150 Z1:330 Y:±35 X2:150 Z2:440
mm
Rapid traverse rate
X1:18 Z1:24 Y:12 X2:18 Z2:18
m/min
Power tools
Tool storage capacity
12
本
Rotation speed
4,000
min-1
Capabilities
φ13 M8
mm
Spindle motor
AC7.5 / 5.5 (AC11 / 7.5 Opt.)
AC5.5 / 3.7
kW
W × L
2,630×1,950
mm
Controller
TAKAMAZ & FANUC 0i-TD
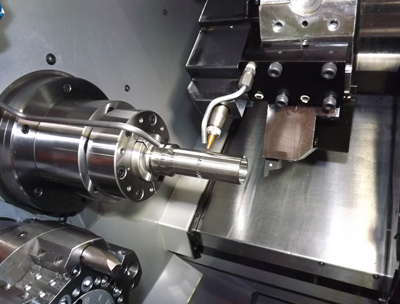
TAKAMAZ laser integrated NC lathes
New added value with laser attachment
Due to the microminiaturization of holes in injector units and downsizing of turbo mechanisms in line with a drive toward increasingly higher energy efficiency in the automotive field in recent years, the number of parts comprising dissimilar materials has increased, and the advantages of machining by laser are becoming greater.
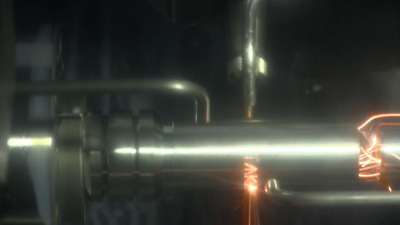
Improved cutting accuracy
Parts can be machined and welded on a laser integrated NC lathe with two opposing spindles without having to dismount and remount each part, which means that the parts can be welded with good coaxiality even with a comparatively rough fit tolerance. Also because this is fusion welding, dissimilar materials can be welded, and depending on the product, high quality welding with no need to remove any burrs can be achieved.
Reduced tooling costs
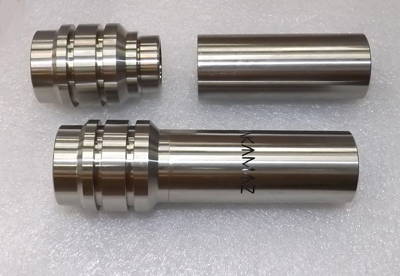
Laser attachments can be used for piercing (forming holes). Unlike the machining with conventional drills and end mills, tool wear and damage can be eliminated, which leads to reduced tooling costs while permitting stable processing.
Support for micromachining
The laser attachment, depending on its performance, excels at micromachining of micro-holes of around φ0.1 mm and narrow grooves, which are not possible with drills and end mills.