【ねじ切り加工のバリ対策】旋盤でのバリ除去方法について解説
旋盤でねじ切り加工を行う際、よくある悩みの一つに「バリ」の発生が挙げられます。製品の精度への影響や、安全面でお困りの方も多いのではないでしょうか。
今回は、そうしたバリ対策に有効な「ねじバリ除去加工」についてご紹介します。
ねじ切り加工におけるバリ発生問題
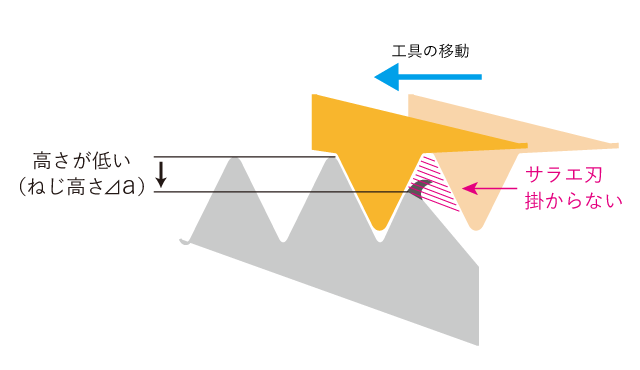
旋盤でのねじ切り加工に付き物なのが、「バリ」の発生です。通常、こうしたねじバリは、サラエ刃(さらい刃)と呼ばれるチップの刃先により除去することができます。
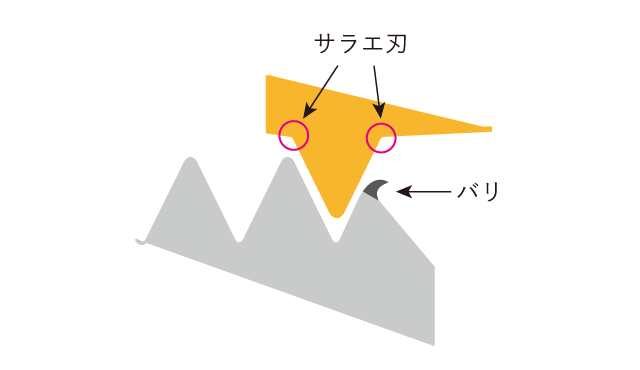
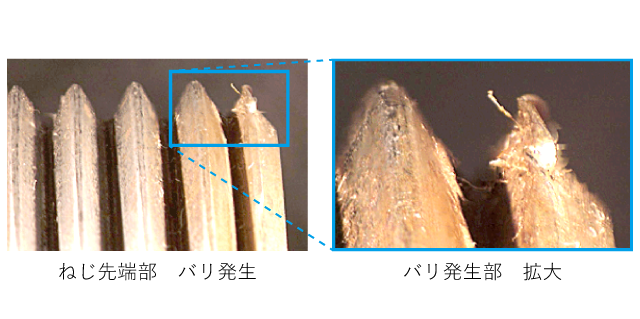
しかし、ねじ先から一回転分の先端部は高さが低く、サラエ刃がかからないため、バリが残ってしまいます。
多少のバリは、製品の機能上問題とならないことがほとんどです。
しかし、部品に精度が要求される場合は、バリの除去が求められることがあります。また、バリが欠落して製品に混入したり、人が触れて怪我をしたりすることを防ぐためにも、バリ対策は重要な課題です。
ねじ先端部の高品位なバリ除去を可能に!
ここからは、ねじ先端部のバリ除去について、従来の一般的な方法と、より高品位に行える方法についてご紹介していきます。
一般的なねじバリ除去方法
ねじ切り加工で先端部にバリが残る場合、一般的には「面サラエ」や「ねじゼロカット」によりバリの除去を行います。
この加工により、問題とならない程度のバリ残りに仕上げることができます。
それでもなお、ピン角(鋭く尖った角)エッジが残ることも多く、チップの切れ味が悪くなると更にバリが発達しやすくなります。
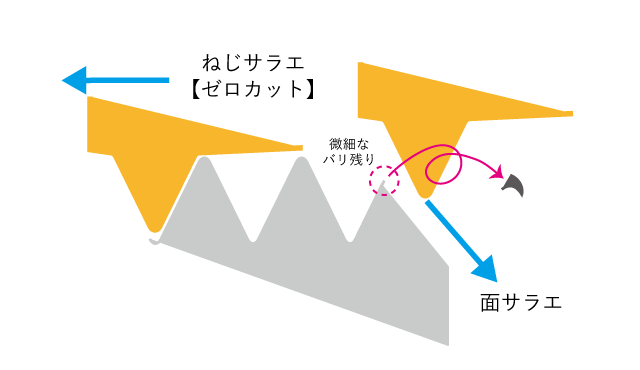
また高い精度が必要な製品においては、微小なバリでも振れ精度に影響を与えます。鋭利なねじ先端部への打痕が問題となるケースも少なくありません。
高品位なねじバリ除去方法
上記の問題点を解決するために考案されたのが、「溝入れバイト」を使用したねじバリ除去方法です。この方法では、NC旋盤に外径溝入れバイトを取り付け、専用のプログラムにより切削を行います。
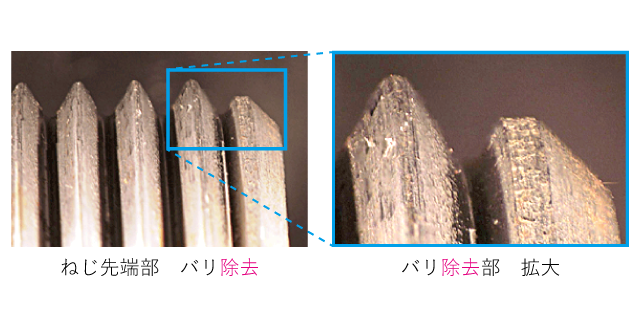
加工のポイントは、先端一山程度のねじ山頂部をバリとともに除去するという点です。
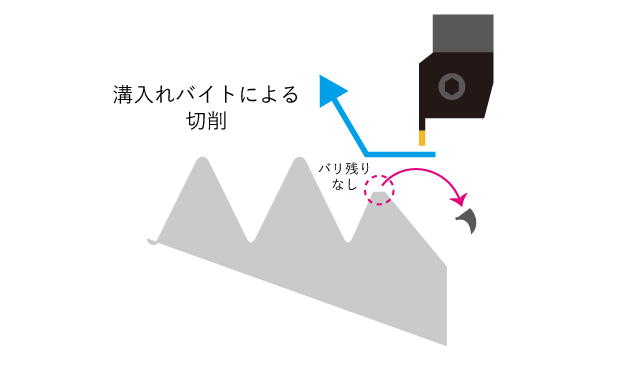
バリ除去後のねじ先端部は、台形形状になります。このように鈍角な角部を形成することで、バリの発生を抑えることはもちろん、打痕に強い形状を作ることができます。また尖ったねじ部を人が触ることで発生する怪我を防止する効果もあります。
- この除去加工には6秒前後の時間を要します。
- 外径、内径の先端部の除去が可能です。
- 除去加工は溝入れチップで加工を行います。
- 除去加工を実施するにあたり、基本的には各設定値の代入のみで加工が行えます。
※NC機種によりファナックオプション設定が必要となります。
まとめ
今回は、ねじ切り加工におけるバリ対策に関するアイデアをご紹介しました。
ねじ切り時に発生するバリを綺麗に取り除くことにより、不良品の低減や製品の品質向上に大きく貢献できます。
ご興味のある方、詳細情報をご希望の方は、ぜひお気軽にお問い合わせください。